Индукционно лепење на месинг конектор во соларен панел со IGBT индукциски грејач
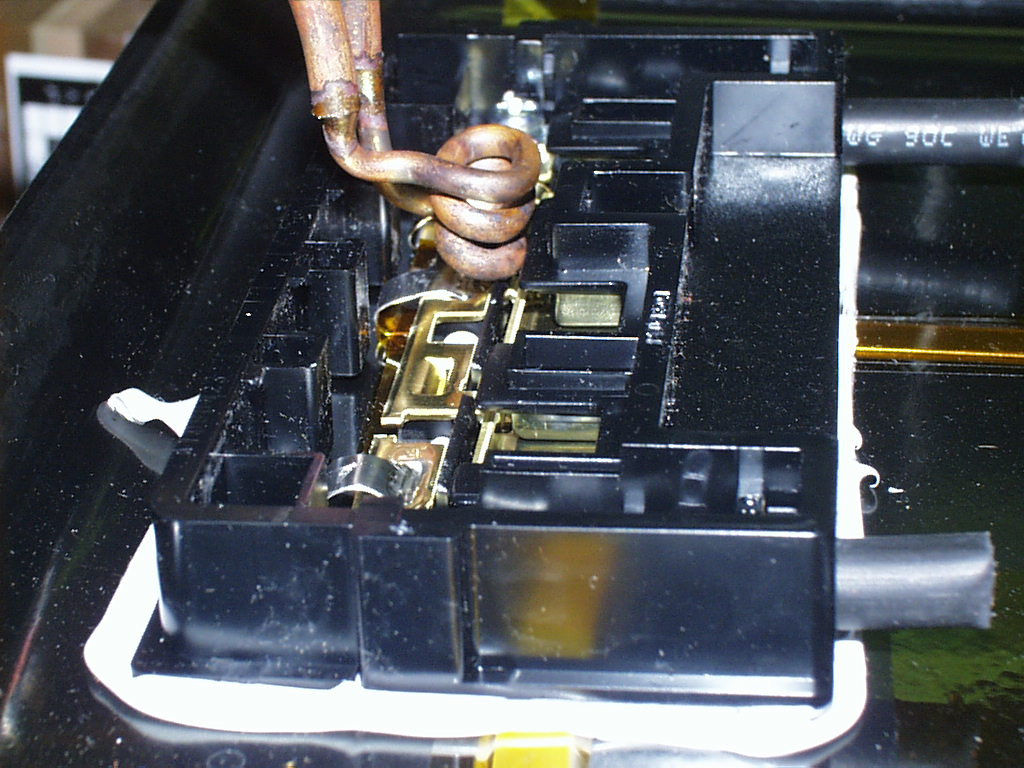
Цел лемење три месинг конектори едно по едно во разводна кутија соларен панел без да влијае на компонентите во разводна кутија
Материјал Соларен панел разводна кутија, месинг конектори, жица за лемење
Температура 700 ºF (371 ºC)
Фреквенција 344 kHz
Опрема • Индуктивен систем за греење DW-UHF-6 kW, опремен со далечинска работна глава што содржи еден кондензатор 1.0 μF.
• Индуктивен калем за греење дизајниран и развиен специјално за оваа апликација.
Процес За затоплување на приклучоците се користи спирален калем со три врти во форма на овална форма. Парче жица за лемење се става на површината на спојот и секој спој се загрева одделно 5 секунди за да го залеме конекторот. Вкупното време на процесот е 15 секунди за трите зглобови.
Резултати / придобивки Индукционо греење обезбедува:
• Точната точност испорачува греење само на спој; не влијае на околните компоненти
• Локализираната топлина произведува уредни и чисти зглобови
• произведува висококвалитетни, повторливи резултати
• Дури и дистрибуција на греење