Индукција за ковање бар и палка печка
Опис
Индукција за ковање шипки и палка за шипки за топло формирање, палки и прачки од алуминиум, челик и бакар
Индукциска шипка за ковање и палка печка е широко користен метод за загревање на метални предмети. Процесот вклучува употреба на електромагнетно поле за генерирање топлина во објектот што треба да се загрее. Индукциското ковање најчесто се користи во производството на шипки, заготовки и прачки направени од различни метали како алуминиум, челик и бакар. Овој истражувачки труд има за цел да го истражи процесот на индукциска ковачка шипка и печка за палка, неговите предности и предизвици, како и неговата примена во различни индустрии.

Индукција за ковање бар и палка печка Процесот:
Процесот на индукциско ковање вклучува употреба на индукциски калем што произведува електромагнетно поле. Шипката или палката се ставаат во внатрешноста на серпентина, а наизменичното магнетно поле предизвикува електрична струја во објектот, што генерира топлина поради отпорот. Произведената топлина е пропорционална на моќноста на електромагнетното поле и отпорноста на металот што се загрева.
Предности на индукциската шипка за ковање и палка печка:
Индукциското ковање нуди неколку предности во однос на традиционалните методи на греење. Тие вклучуваат:
1. Висока ефикасност: индукциското ковање е високо ефикасен метод бидејќи топлината се создава директно во објектот што треба да се загрее. Ова ја елиминира потребата за претходно загревање, што ја намалува потрошувачката на енергија и заштедува време.
2. Прецизно загревање: индукциското ковање овозможува прецизна контрола на процесот на загревање. Создадената топлина може да се прилагоди за да одговара на специфичните барања на објектот што треба да се загрее.
3. Конзистентен квалитет: индукциското ковање произведува постојан квалитет на топлина бидејќи се генерира подеднакво низ целиот објект. Ова осигурува дека финалниот производ е со висок квалитет и ги исполнува бараните спецификации.

Предизвици на шипката за индукциско ковање и палка печка:
Иако индукциона фалсификување нуди неколку предности, исто така претставува и некои предизвици. Следниве се некои од предизвиците поврзани со индукциското ковање:
1. Ограничена големина: Индукциското ковање е погодно за загревање на мали до средни објекти. Големите објекти бараат поголема моќност и можеби не се изводливи со индукциско ковање.
2. Почетна цена: индукциското ковање бара значителни почетни инвестиции во опрема и инфраструктура. Ова го прави помалку погоден за мали операции.
3. Подготовка на површината: индукциското ковање бара површината на предметот што се загрева да биде чиста и без нечистотии. Ова бара дополнително време и трошоци за подготовка.
Примени на индукциска ковачка шипка и палка печка:
Широко се користи во различни индустрии. Следниве се некои од апликациите на индукциското ковање:
1. Автомобилска индустрија: индукциското ковање се користи во производството на автомобилски делови како што се запчаници, оски и коленесто вратило.
2. Воздухопловна индустрија: индукциското ковање се користи во производството на компоненти за воздушни возила како авиони, вселенски шатлови и сателити.
3. Градежна индустрија: индукциското ковање се користи во производството на арматурни шипки, завртки и навртки кои се користат во градежништвото.
 Опис на производот
Опис на производот
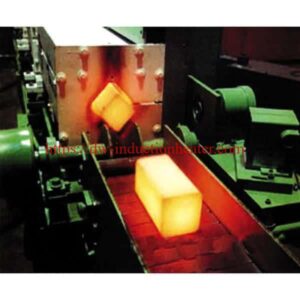
За греење на разни материјали од шипка: како што се челик и железо, бронза, месинг, легура на алуминиум, итн.
Слика само за повикување, бојата се менува со различна моќност.
Функции и специјални спецификации прилагодени според барањата на клиентот.
Карактеристики и предности:
1.Автоматско: Автоматско напојување, автоматско избирање на работното парче е добро или лошо, автоматско мерење на температурата, автоматско празнење.
2. Интегриран дизајн: Заштедете време, инсталација и трошоци за инсталација.
3. Вградената работна табла ги прикажува состојбите на работењето на машината, за да се олесни дијагностицирањето на грешките.
| Карактеристики | детали | |
| 1 | Греење брзо и стабилно | заштеда на 20% - 30% електрична енергија од традиционалниот начин;
Висока ефикасност и ниска потрошувачка на енергија |
| 2 | Мали по големина | Лесен за инсталација, работење и поправка |
| 3 | Безбедно и сигурно | Нема висок напон, многу безбеден за вашите работници. |
| 4 | Систем за циркулација на ладење | Може да работи постојано 24 часа |
| 5 | целосна самозаштита функција |
многу видови на алармни светилки: над-струја, пренапон, над топла, недостиг на вода итн. Овие светилки можат да ја контролираат и заштитат машината. |
| 6 | Заштита на животната средина | Речиси нема оксид слој, не произведува издувни гасови, нема отпадна вода |
| 7 | Тип на IGBT | Избегнувајте прекин на неповрзаната електрична мрежа; Обезбедете го долг живот на машината. |
Параметар на метални палки топло ковање печка:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| Влезниот напон | 3phases, 380V / 410V / 440V, 50 / 60Hz | ||||||
| Макс. Влезна струја | 320A | 400A | 480A | 640A | 800A | 960A | |
| Осцилирачка фреквенција | 0.5KHz ^ 20KHz (осцилирачката фреквенција ќе биде приспособена според големината на делови за греење) | ||||||
| Вчитување на работниот циклус | 100%, 24h континуирано работи | ||||||
| Ладење вода желби | 0.1MPa | ||||||
| димензија | Домаќинот | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| Продолжување | продолжување ќе биде приспособено според материјалот и големината на делови за греење | ||||||
| Тежина | 110kg | 150kg | 160kg | 170kg | 200kg | 220kg | |
| Зависи од димензијата на екстензија | |||||||
Во индукционите метални палки, топло фалсификување печка, целата заготовка или голтка се загрева. Нормално за кратки заби или ливчиња, бункер или сад се користи за автоматско прикажување на заготовките во ред за да ги прикријат ваљаците, единиците за влечење со синџири или во некои случаи пневматски копчиња. Заготовките потоа се движат низ серпентина една зад друга на шините со вода, или керамичките облоги се користат преку калемот што ја намалуваат триењето и го спречуваат абењето. Должината на серпентина е функција на потребното време на впие, времето на циклусот по компонента и должината на палетата. Во голем обем голема работа на пресек не е невообичаено да има 4 или 5 калеми во серија за да се даде 5 m (16 ft) на серпентина или повеќе.

Заклучок:
Индукциска шипка за ковање и палка печка е високо ефикасен и прецизен метод за загревање на метални предмети. Иако претставува некои предизвици, тој останува популарен метод во различни индустрии, вклучувајќи ја автомобилската, воздушната и градежната индустрија. Придобивките од индукциското ковање ја вклучуваат неговата висока ефикасност, прецизно загревање и постојан квалитет. Така, може да се заклучи дека индукциското ковање е вреден и ефективен процес за металопреработувачката индустрија.