Индукција на топлина за пружинска жица и најлонски прав
Топлинското поставување вклучува користење индукција греење во процеси каде пластиката ја менува состојбата од цврста во течна. Една вообичаена употреба за оваа апликација е притискање на метален дел во пластичен дел. Металот се загрева со помош на индукција на температура поголема од онаа на пластиката повторно. Во некои случаи металот може да се притисне во пластиката пред да дојде до загревање; или металот може да се загрее пред да се притисне во пластиката, предизвикувајќи пластиката повторно да тече додека делот се притиска внатре (познато и како повторно течење на пластиката). Индукциското греење може да се користи и во машините за калапи со инјектирање на пластика. Индукциското греење ја подобрува енергетската ефикасност за процесите на инјектирање и истиснување. Топлината директно се генерира во бурето на машината, намалувајќи го времето на загревање и потрошувачката на енергија.
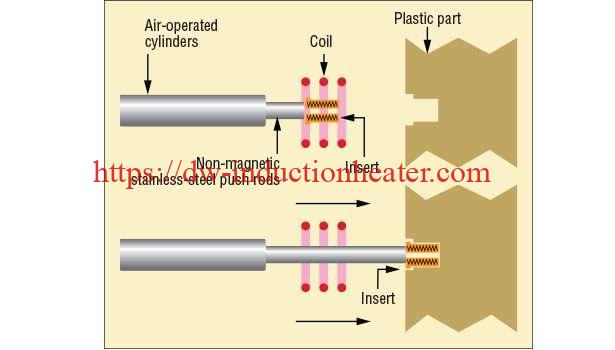 Вметнувањето од метал во пластика вклучува загревање на метален влошка со навој до температура над точката на преточување на пластиката и притискање во пластичниот дел. Процесот бара брзо, прецизно, повторливо загревање. Омекнувањето на внатрешните нишки е резултат на долгите процеси на загревање.
Вметнувањето од метал во пластика вклучува загревање на метален влошка со навој до температура над точката на преточување на пластиката и притискање во пластичниот дел. Процесот бара брзо, прецизно, повторливо загревање. Омекнувањето на внатрешните нишки е резултат на долгите процеси на загревање.
Индуктивно греење обезбедува прецизна контрола на топлината за да се обезбеди постојан резултат, со висококвалитетни резултати. Опремата може да се програмира за одредено ниво на моќност и време на загревање, отстранувајќи ја варијабилноста на операторот и подобрувајќи ја повторливоста на процесот.
 Цел: За загревање на краевите на пружината жица од 0.072″, распоредени на 1/2″, рамномерно за нанесување најлонски прав на должина од 1″ на крајот. Откако ќе се загрее на 7000F, најлонскиот прав се спојува со жицата создавајќи заштитна обвивка. Подводните жици имаат мината историја на пробивање низ потпорната облека и гребење на оној што го носи. Со додавање на заштитна најлонска обвивка на краевите на жичаната форма, оваа непријатна ситуација се избегнува.
Цел: За загревање на краевите на пружината жица од 0.072″, распоредени на 1/2″, рамномерно за нанесување најлонски прав на должина од 1″ на крајот. Откако ќе се загрее на 7000F, најлонскиот прав се спојува со жицата создавајќи заштитна обвивка. Подводните жици имаат мината историја на пробивање низ потпорната облека и гребење на оној што го носи. Со додавање на заштитна најлонска обвивка на краевите на жичаната форма, оваа непријатна ситуација се избегнува.
материјал: Пролетна жица и најлонски прав
Температура: 370 ℃
Апликација: на DW-UHF-6KW-III излезна цврста состојба Индуктивно греење заедно со единствена издолжена спирална намотка со пет (5) вртења беше искористена за да се постигнат следните резултати:
- 370 ℃ беше постигнат со дванаесет (12) секунди машински циклус.
- Како резултат на рамномерно загревање е произведен униформа обвивка поради уникатната издолжена спирална намотка со пет (5) вртења.
- Дванаесет (12) примероци од жица се загреваа истовремено во уникатната работна калем.
Опрема: DW-UHF-6KW-III излезно индукциско напојување во цврста состојба, вклучувајќи една (1) далечинска топлинска станица која содржи два (2) кондензатори со вкупна вредност од 0.66 µF и единствена издолжена спирална намотка со пет (5) вртења со ширина 2 1/2″, 8 1/ Долга 2 инчи и висок 2 3/4 инчи со долните две кривини свртени надолу на краевите.
Фреквенција: 258 kHz
индукциско термичко поставување за пролетна жица и најлонски прав